
��ICP��13005763̖-3 �Wվ�؈D ������У���̩�������i�蹤�V����S
� Ԓ��13562820008 �� ַ��ɽ�|ʡ��̩������悹��I�@ ���g֧��:ɽ�|�����߾W�j�Ƽ�����˾
|
| ����ǰλ�ã��Wվ��� >> ���YӍ | |
�����C朗l��JC459.2�˜�(����2014-09-21 23:06:01 �g�[��4510��3.2.4�h�:
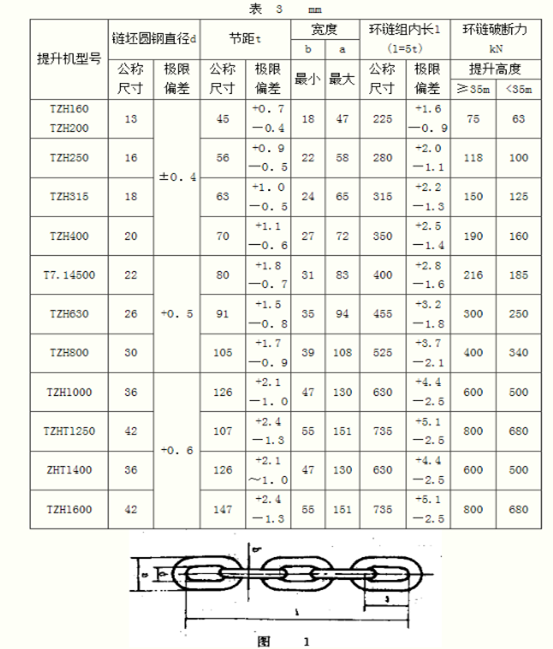
3.2.4.1 �h朲��ϑ�������GBl0560�����P25MnV��Ҏ���������̎��Ӳ�Ȟ�HRC50��60����Ӳ�����ֱ��d<22mm�Ğ�(0��1��O��12)d��ֱ��d��22mm�Ğ�2.2��2.6mm���h��Ɣ���Ҋ��3��
3.2.4.2ÿ5�h��һ�M����ߴ�Ҋ�D1�ͱ�3��
3.2.4.3 �����C朗l����̎��ֱ������С�ڭh月A�~ֱ���������ó���7.5%�����e�������ó��^�h月A�ֱ����5����
3.2.4.4 �h��������x��ÿ�ɽM��һ��������L֮����^���Q�ߴ��O.5/1000��
3.2.5 朹�:
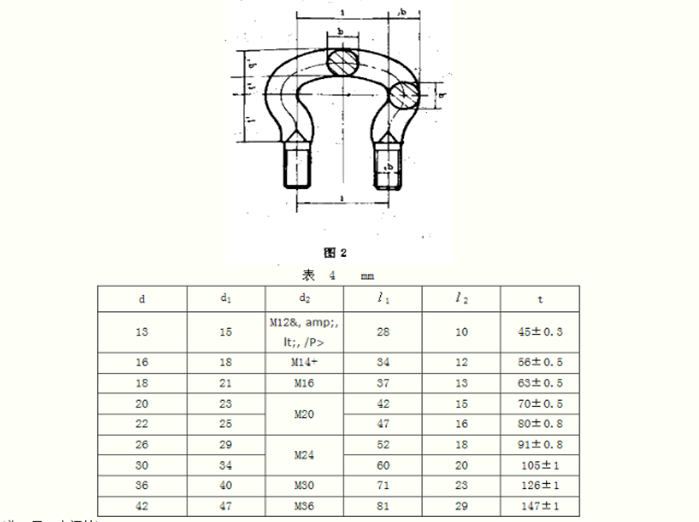
3.2.5.1 朹����ϑ�������GB699�����P45䓵�Ҏ�����{�|̎��Ӳ�Ȟ�HB220��250,�c�h朽��|����������Ӳ�Ȟ�HRC45��50����Ӳ�����tֱ��d<22mm��(O.1��0.12)d��ֱ��d��22mm��2.2��2.6mm��朹��Ɣ���������������Ҏ��h朵����Sֵ(Ҋ��3)��
3.3.5.2 朹��ߴ瑪���ψD2�ͱ�4��Ҏ����
3.2.6 �C��(�^������g��)��
3.2.6.1 �C������ƽ��ȑ����ϱ�5��Ҏ����
3.2.6.2 �ϡ��·��mƽ�жȑ�����GBll84��11����Ҏ����
3.2.6.3 ���m�挦�C�����ľ��Ĵ�ֱ�ȑ�����GBll84��11����Ҏ����
3.2.6.4 �C���߶ȳߴ繫�����GBl804��h12����Ҏ����
3.2.6.5 �C����������ƽ���ϵČ��Ǿ��L��֮�����������߅߅�L֮���������3mm��
3.2.7 ��ֹ���ͳ�Խ�x������
3.2.7.1 ��ֹ�����⚤����݆�͝L������Խ�x�����İ��S���͝L��������Ͼ���������GB3077�����P20Cr��Ҏ����
3.2.7.2 ��ֹ�����⚤����݆ͬ�L������|�棬��Խ�x�����İ��S��ͬ�L������|���̎��Ӳ�Ⱦ���HRC45��50������ֲڶ�R������0.8��m��
3.2.7.3 ��ֹ���ͳ�Խ�x�����ĝL����A��̎��Ӳ�Ⱦ���HRC53��64������ֲڶ�Ra����0.8��m��
3.3 Ϳ����PҪ��
3.3.1 �aƷ��Ϳ���P�ͻ���P�ᣬ��������JC/T402��Ҏ����
3.3.2 �h朡�朹����϶���������ɫ������Ϳ���������麣��ɫ��Gɫ��
3.4 �b��Ҫ��
3.4.1 �^݆�M��β݆�M�b��������D�ӑ��p���`�
3.4.2 늙C�cҺ��ż�����ӣ��S���g϶����2��4mm��
3.4.3 늙C�S�c�p�����S����λ���ʲ����O.2mm����λ�Ʋ�����30��
3.5 ���bҪ��
3.5.1 β���Ϸ��m��ˮƽ���ʲ�ÿ1000mm������lmm��
3.5.2 �^��β݆�Sˮƽ���ʲ�ÿ1000mm������O.3mm��
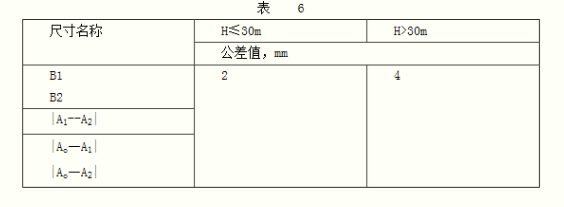
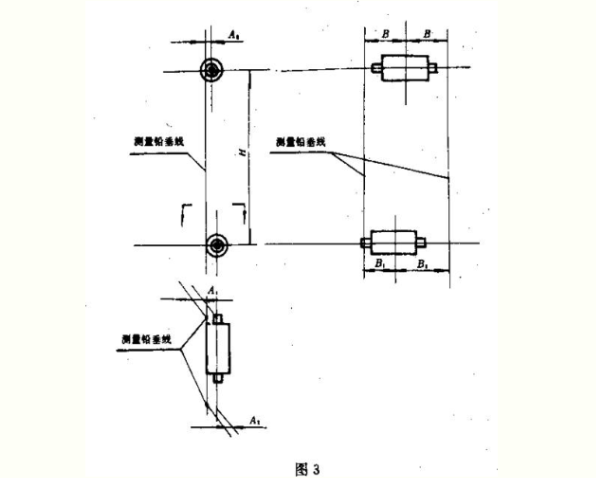
3.5.3 �^��β݆���b�����ψD3�ͱ�6��Ҏ���� 3.5.4 ���g���w�������C���Ĵ���ƽ�ж��ʲ�ÿ1000mm�L�ȃȲ�����0.5mm��ͬ�r������3.5.3��Ҏ����
3��5��5 �����C���Š�����֮�g���L�Ȳ������3mm��
3.5.6 �C�����m֮�g�B�ӑ����ܡ�
3.6 ԇ�\�DҪ��
3.6.1 �����C�^��ԇ�\�D���_������Ҫ��
a���p�����o������Ӻ͛_����b��Һ��ż�������p�����o�B�ͬF��c�����S�М������ó��^30�档
3.6.2 ���C���d�\�D���ڰ�ȫ�Oʩ�����M�У����_������Ҫ��
a����Խ�x�������������������o�����ӑ�ƽ����b��������ƿɿ���늄әC���p������Һ��ż�����\�Dƽ�����o�B�ͣ�c�����������\�D�������o��ƫ�ƬF���϶��c�������o��ײ��d�����S�М������ó��^30�档
3.6.3 ؓ��ԇ�\�D���_��3.6.2��b��c헺�����Ҫ��
a.�������_���OӋҪ��b.�o���@���ϬF��c.�S�М��������^40�棻d.�g��ͣ܇2��3�Σ��_�J��ֹ�������ɿ���e.�^�����������^85dB(A)��f.�^�����S��̎����ٶ�С�ڻ����4��5mm��s��
4ԇ��
4��1 ���S̽��������GB6402��Ҏ���M�С�
4��2 �h��Ɣ����z��һ�M�h朞�һ��ԇ�ӣ�朹��Ɣ�����һ��朹�������������һ��ԇ�Σ�����GB228Ҏ���M�С�
4.3 �h朽M���L��ƫ��ڭh朳���25N��mm2����������r�z�y��
4��4 �h朽M�Ɍ��x�䑪�����ɑҒ��r�z�y��
4��5 ԇ�\�D:a.�����C�^��ԇ�\�D��������4h; b.���C���dԇ�\�D��������4h��c.ؓ��ԇ�\�D������24h�� 4��6 ���z�y��GB3768Ҏ���M�С�
4��7 ����ٶȑ����Üy��x�z�y��
5 �z�Ҏ�t 5.1 ����c�M����
5.1.1 �ӹ�����������z�ϸ���ُ������f�����������P�˜�Ҏ���������кϸ��C���ܽM�b��
5.1.2 ��3.2.4.1�Эh朼�3.2.5.1��朹����Ɣ����z��؛������ͬҎ���һ������ȡ2��1000����������һ�M������һ�M�h朲��ϸ�r���t����ͬ���мӱ�ȡ�ӣ������в��ϸ�r���t��ȫ�����ϸ�
5.1.3 ��3.2.4.2�Эh朽M���Lz��ƫ��z��̎��ÿ�t�Ξ�һ�������5��������������5�M�����в��ϸ�r���t������z
5.2 �z��z�ֳ��S�z����ʽ�z
5.3 ���S�z�
5.3.1 �����C��������S�z�T�z�ϸ����ЮaƷ�ϸ��C���ɳ��S��
5.3.2 �aƷ���Sǰ�����3.1��3.4�l��3.6.1��6.1��6.2�l�ȵęz
5��4 ��ʽ�z� 5.4.1 �����C��������r֮һ�r�����M����ʽ�z
a���®aƷ��ԇ�ƶ����b����b����ʽ���a����Y�������ϡ���ˇ���^���׃������Ӱ푮aƷ���ܕr��c���������a�r��������ÿ2���M��һ�Ιzd���aƷ�L��ͣ�a�֏����a�r��e�����S�z�Y���c�ϴ���ʽ�z����^���r��
5��4��2 ��ʽ�z�����˜�Ҏ����ȫ�����gҪ���M�Йz�����C�ֲ��M�b���S����3.5�l��3.6.2��3.6.3��Ҏ���ڬF�����b�z
6 ��־�����b���\ݔ�c�A��
6.1 �����C�����m�������@��λ���Ϲ̶��aƷ���ƣ�����ʽ�c�ߴ瑪����JB8��Ҏ�������������Ѓ��ݣ�
a���aƷ���Q����̖��b����Ҫ���g������c�����S��̖��d�����S���ڣ�e������S���Q��
6.2 �����C�İ��b���S�C���g�ļ�������JC��T406��Ҏ�������m���·��ˮ·�\ݔ��Ҫ��
6.3 �����C���bʹ��ǰ�������p������������������Ʊ��ܣ���ֹ�P�g��׃�Ρ��p�ĺ́Gʧ�� an> |
 �����W���� 37098202000394̖
�����W���� 37098202000394̖